產(chǎn)品詳情
1.材質(zhì)牌號(hào)s136h
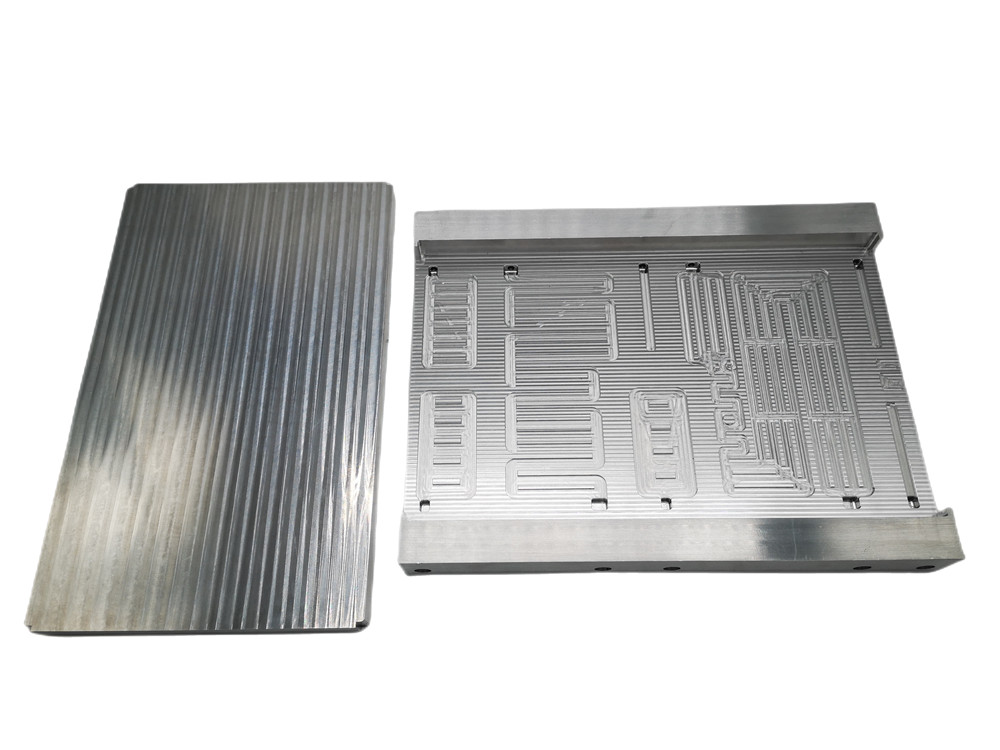
2.材料長(zhǎng)寬單邊預(yù)留1mm���;高度外表面單邊預(yù)留1.5-2 mm�;流道深度單邊加深0.05mm到0.08mm��。
3.原料平面度要求≤0.03mm�����,光潔度≤0.4Ra。
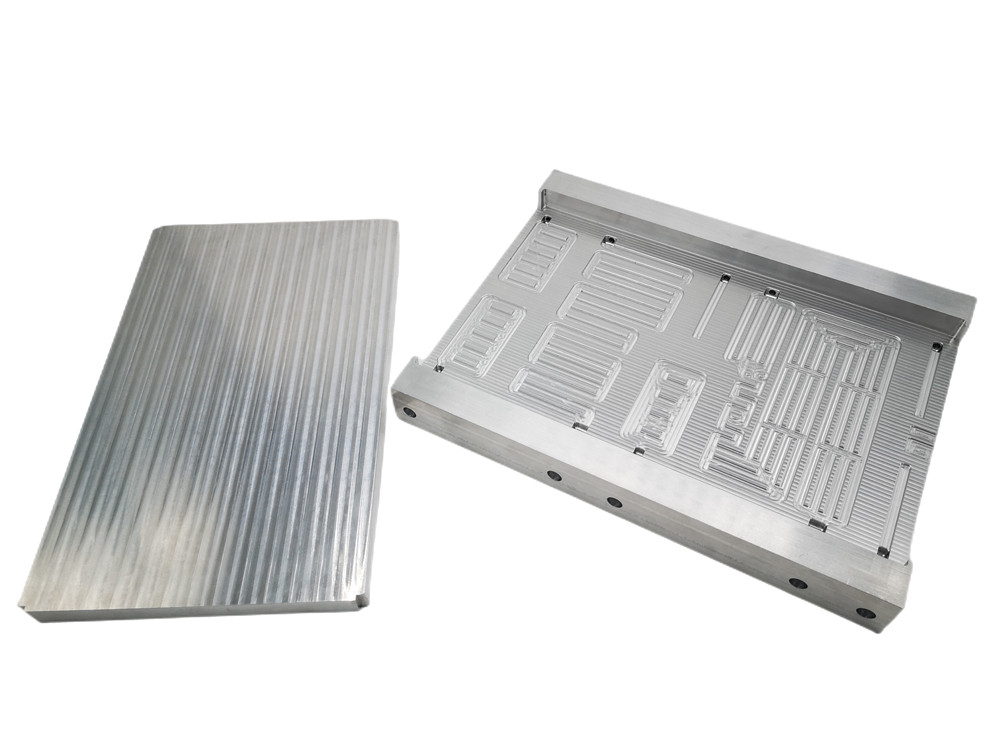
4.定位銷(xiāo):銷(xiāo)與孔配合公差0.02-0.03mm���;銷(xiāo)高度比孔深度≤2mm�����。
定位銷(xiāo)孔最好做成通孔�,方便焊接后,作為加工定位基準(zhǔn)��。
5.排氣槽:材料外表面�。尺寸:深度0.5mm,寬度4mm��。
6.焊接后���,產(chǎn)品硬度要求多少度�����?HRC**
7��、焊接前材料���,長(zhǎng)和寬方向,以中分線為原點(diǎn)�����,孔間距按照0.5%縮小。
模具鋼焊接后硬度一般是HRC20�����,分流板要求硬度是:HRC36��。
建議:焊接完����,精加工之后后再做個(gè)流體拋光。